




Many process plants are continuous or batch systems requiring stable operating conditions which should be maintained at each step of processing under various disturbances. Advances in the theory and practice of process control; automatic process control has taken an important place to maintained the process control issues.
Automatic process control has played a vital role in the advancment of engineering and science. For example, automatic process control is essential in such process industrial operations as controlling pressure, temperature, humidity, viscosity, and flow.
Process control has to maintain the dynamic stability of an operation in process plant. It is only natural that the subject of process control has become increasingly important in recent years. In fact, without process control it would not be possible to operate most modern processes safely and profitably while satisfying plant quality standards.
This article covers many things which are related to the process control such as; general control concepts, control modes, control tuning, control systems, control schemes of general cases in plant field, and also the integrity control with safety. This article also explains about advanced control techniques that classified in four type like Multivariable Control, Model Predictive Control, and Real – Time Process Optimization in details.
The decision of a suitable method for process control is different for each plant. It’s generally based on kind of process, environmental around the plant, and economical analysis. This decision shall not sacrifice the essential value of process control such as the stability and safety of an operation in process plant.
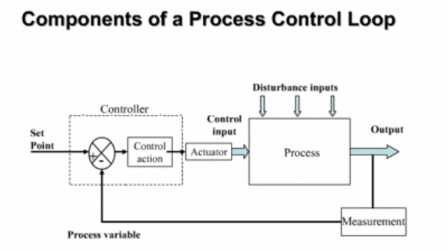
Process Control Concepts
The Meriam – Webester Dictioanry defines a process as a natural, progressively continuing operation or evelopment marked by a series of gradual changes that succeed one another in a relatively fixed way and lead toward a particular result or end; or an artificial or voluntary, progressively continuing operation that consists of a series of
controlled actions or movements systematically directed toward a particular result or end.
Any operation to be control called a process. For examples are chemical, economic, and biological processes.
Control theory is an interdisciplinary branch of engineering that deals with the behaviour of dynamical systems with inputs. The external input of a system is called the reference.
When one or more ouput variables of a system need to follow a certain reference overtime, a controller manipulates the inputs to a system to obtain the desired affect on the output of the system. The objective of a control is to calculate solutions for the proper corrective action from the controller that result in system stability, that is the system will hold the set point and not oscillate around it.
Control System
Control problems exist and can arise in numerous fields of process plant activity. Process Control can be defined as influencing it in such a way as to force it to operate in accordance with certain assumed requirements. This definition applies to all processes which undergo control.
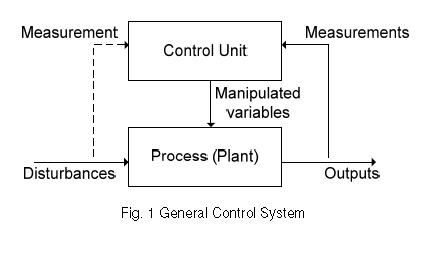
A controlled process is always surrounded by the environment in which it exists, undergoing controlled or uncontrolled influences of this environtment. The controlled influences are generated by a control unit for example in a form of algorithms executed by an automatic control computer or in a form or decisions made by human beings. Such as a control computer or a human operator tries to achieve the deisre parameters of technological processes in a chemical reactor or in a distillation column by enforcing appropriate values of selected process variables which influence its behaviour (flows, levels, temperatures, etc.), counteracting changes in supply (raw materials, utilities) and in ambient conditions, which distrub a desired course of the process.
The process input variables may be at the disposal of a control unit or may be not, thereby distrubing the behavior of the process from the point of view of the control unit. Therefore, the uncontrolled input variables are usually called disturbances. The process input variables, whose values can be changed by the control unit are usually called the process manipulated variables or the process control inputs.
Evaluation of the state of a controlled process, whether or not it fulfills the assumed requirements, whether or not the influence of manipulated inputs is correct, is done on the basis of measurements. More generally, it is done characterizing the process behavior.
These variables are called process output variables. In a vase of the control of a chemical reactor or a distillation column, examples of process outputs are parameters of a reacting or distilled mixture, such as temperature or composition, as well as parameters characterizing the state of technological apparatus (temperatures, pressures, liquid levels, etc.).
Knowing objecitves of control and analyzing values of the process outputs and those distrubances which are measured, the control unit makes decisions whether to maintain or appropriately changes values of the control inputs. The general sturcture of a control system is presented in Fig. 1.

Control Objectives
The control objectives can be of variable nature. A complex process can be a single reactor or a distillation column. Production line consisting of several technological processes, mutually influencing each other, are typical examples of very complex processes. Centralized automatic control of such complex processes, although in many cases now theoretically possible, is extremely difficult and is characterized by drawbacks practically eliminating such an option.
The most serious of these is the difficulty in ensuring proper safety of the controlled process, difficulty in the necessary participation of people in the process of supervision and reaction to unpredictable phenomena, connected with the necessity of fast and simultaneous processing of large amounts of data. Therefore, in control (and
management) of complex processes, there has formed over the years the practice supported by theory. The essence of hierarchical approach is a decomposition of the primary, basic task (objecitve) of the control into a set of a partial, less complex and connected tasks, from which every task processes a smaller amount of information and is usually responsible for one partial objective.
There are two basic methods of decomposition of the overall control objective :
(1) Functional decomposition and (2) Spatial decomposition.
The functional decomposition applies to a process treated as a whole and is based on assigning a set of functionally
different partial control objectives – in a structure of vertical, hierarchical dependence, called the multilayer control structure. A decision unit connected with each layer makes decisions concerning the controlled process, but each of them makes decisions of a different king.
On the other hand, the spatial decomposition is connected with a spatial structure of a complex (large-scale) complex controlled process. It is based on a division of the control task or a functionally partial task, for example within one layer of the described multilayer structure, intor local subtasks of the same functional kind but related to individual spatially isolated parts of the entire complex control process – subtasks of smaller dimensionally,
smaller amount of the processed information. This lead to multilevel structures.
The multilayer control structure is a result of a functional decomposition of the general basic control objective. The realization of the basic, economic objective of the on-line control a industrial (technological) plant can be expressed as the realization of a number of partial objectives. The three most important are :
(1) Ensuring a safe running the processes in the controlled palnt, in exmaple limiting the possiblitity of emergency situations to an acceptable level.
(2) Ensuring required features of the process outputs (quality of products, etc.) in example, maintaining the output variables within ranges of acceptable values.
(3) Optimization of effectiveness of the process operation, usually maximization of the product value (under restrictions on usage of raw materials or utilites) or minimization of production costs at an assumed level of production, over a long time horizon.
It is not difficult to notice that the first two partial control objectives are also of an economic nature and they are connected with the basic objective : to maximize the economic effectiveness of the process.
The occurence of failures or other emergency conditions usually leads to serious losses of direct and indirect nature, connected with necessities to remove consequences of delays or production breaks. These losses are usually more severe than the ones resulting from a non-optimal, yet safe production running. Failing to keep to the quality
parameters leads, in the best cases, to a partial loss of the product, if the one not fulfilling the quality requirements cannot find a buyer or is useless for further production process.
Here, financial losses are usually larger thatn in the case of an economically non-optimal operation of the process, but one which ensures the quality requirements. Therefore, it is usually worth to operate closer to the limits of quality constrains to lower the costs, but this requires more precise control systems because it is more risky due to an everpresent uncertainty connected with the influence distrubances.
Control Layers
The most important issue is the safety of the control system, next in the sequence is to care about the quality of the products. Only after ensuring the realization of these two aims, can there be room for on-line economic optimization of variables determining the plant economic objective. Exactly in this order the layers of the basic multilayer control
structure are located, on top of the controlled process situated at the very bottom as shown in Fig. 2.
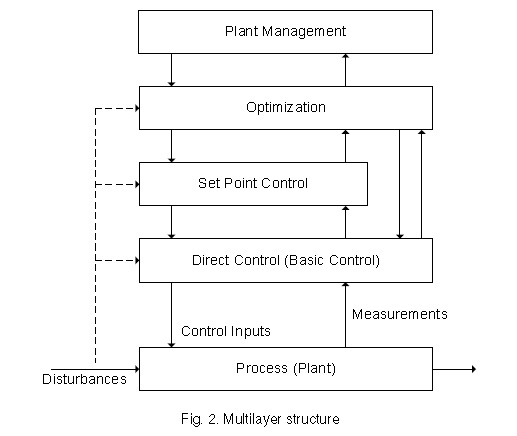

The direct control layer (also called basic control layer) is responsible for the safety of dynamic processes. It is usually also equipped with certain control logic responsible for overriding the control designated for normal operating conditions, if violating certain constraints leading to an emergency state is encountered. Only this layer has direct access to the plant, and can directly change the values of the control inputs. Technical realization of the task of this layer is nowadays ensured, for industrial processes, by distributed control systems (DCS). These are complex computer systems measurement acquisition, usually equipped with SCADA (supervisory control and data acquisition) type software used for visualization, operator and engineer supervision and archivization of data.
DEFINITIONS
Adaptive Control – Method of control whereby tuning (response) of the control system is varied with the process condition, unlike other control where tuning is manual and remains constant.
Basic Control Layer – Control system that responsible for the safety of dynamic processes.
Cascade Control – Controllers arranged such that the output of one controller manipulates the set point input of a second controller instead of manipulating a process variable directly.
Control Action, Derivatives (Rate) – Control action with the controller output proportional to the rate of change of the input.
Control Action Integral (Reset) – Control action with the controller output proportional to the time integral of the error signal.
Control Action, Proportional – Control action with the controller output has a linear relationship to the error signal.
Controller – A device which receives a measurement of the process variable, compares that measurement with a set point representing the desired control point, and adjusts its output based on the selected control algorithm to minimize the error between the measurement and the set point. If an increase in the measured process variable above the set point causes an increase in the magnitude of the controller output, the controller is said to be “direct acting”. If a process variable increase above the set point causes a decrease in the magnitude of the controller output, the controller is “reverse acting”.
Control Theory – An Interdisciplinary branch of engineering that deals with behaviour of dynamical systems with inputs.
Distribution Control System (DCS) – Is a system consists of some number of microprocessor-based nodes that are interconnected by a digital communications network, often called a data highway. It is type of computer process control system.
Disturbances – uncontrolled input variables.
Maninpulated Variables – The process input variables, whose values can be changed by the control unit.
PD Controller– A controller with proportional plus derivatives (rate) control action.
PI Controller – A controller with proportional plus integral (reset) control action.
PID Controller – A controller with proportional plus integral plus derivative control action.
Process – A natural, progressively continuing operation marked by a series of gradual changes that succeed one another in relatively fixed way and lead toward a particular result.
Reference – The external input of a system.
Set Point – The desired value at which a process variable is to be controlled.
SCADA – Supervisory control and data acquisition.
Transmitter – A device that converts a process measurement variable into an electrical or pneumatic signal suitable for use by an indicating or control system.

