


why crude oil is stabilized?
Once degassed and dehydrated–desalted, crude oil is pumped to gathering facilities to be stored in storage tanks. However, if there are any dissolved gases that belong to the light or the intermediate hydrocarbon groups it will be necessary to remove these gases
along with hydrogen sulfide (if present in the crude) before oil can be stored. This process is described as a ‘‘dual process’’ of both stabilizing and crude oil sweetening.
In stabilization, adjusting the pentanes and lighter fractions retained in the stock tank liquid can change the crude oil gravity. The economic value of the crude oil is accordingly influenced by stabilization. First, liquids can be stored and transported to the market more profitably than gas. Second, it is advantageous to minimize gas losses from light crude oil when stored.
This chapter deals with methods for stabilizing the crude oil to maximize the volume of production as well as its API gravity, against two important constraints imposed by its vapor pressure and the allowable hydrogen sulfide content.
To illustrate the impact of stabilization and crude oil sweetening on the quality of crude oil, the properties of oil before and after treatment are compared as follows:
(a) Before treatment
Water content: up to 3% of crude in the form of emulsions and from 3% to 30% of crude as free water
Salt content: 50,000–250,000 mg/L formation water Gas: dissolved gases in varying amounts depending on the
gas–oil ratio (GOR)
Hydrogen Sulfide: up to 1000 ppm by weight
(b) After treatment (dual-purpose operation): Sour wet crude must be treated to make it safe and environmentally acceptable for storage, processing, and export. Therefore, removing water and salt, is mandatory to avoid corrosion; separation of gases and H2S will make crude oil safe and environmentally acceptable to handle.
Water content (B.S.&W.): 0.3% by volume, maximum
Salt content: 10–20 lbs salt (NaCl) per 1000 barrels oil (PTB)
Vapor pressure: 5–20 psia RVP (Reid vapor pressure)
H2S: 10–100 ppmw
Crude oil is considered ‘‘sweet’’ if the dangerous acidic gases are removed from it. On the other hand, it is classified as ‘‘sour’’ if it contains as much as 0.05 ft3 of dissolved H2S in 100 gal of oil. Hydrogen sulfide gas
is a poison hazard because 0.1% in air is toxically fatal in 30 min.
Additional processing is mandatory—via this dual operation—in order to release any residual associated gases along with H2S present in the crude. Prior to stabilization, crude oil is usually directed to a spheroid for storage in order to reduce its pressure to very near atmospheric.
for more details about this topic, see this movie from our YouTube Channel:
STABILIZATION
the traditional process for separating the crude oil–gas mixture to recover oil consists of a series of flash vessels
[gas–oil separation plant (GOSP)] operating over a pressure range from roughly wellhead pressure to nearly atmospheric pressure. The crude oil discharged from the last stage in a GOSP or the desalter has a vapor pressure equal to the total pressure in the last stage. Usually, operation of this system could lead to a crude product with a RVP in the range of 4 to 12 psia. Most of the partial pressure of a crude comes from the low-boiling compounds, which might be present only in small quantities—in particular hydrogen sulfide and low-molecular-weight hydrocarbons such as methane and ethane.
Now, stabilization is directed to remove these low-boiling compounds without losing the more valuable components. This is particularly true for hydrocarbons lost due to vent losses during storage.
In addition, high vapor pressure exerted by low-boiling-point hydrocarbons imposes a safety hazard. Gases evolved from an unstable crude are heavier than air and difficult to disperse with a greater risk of explosion.
The stabilization mechanism is based on removing the more volatile components by (a) flashing using stage separation and (b) stripping operations.
As stated earlier, the two major specifications set for stabilized oil are as follows:
The Reid vapor pressure (RVP)
Hydrogen sulfide content
Based on these specifications, different cases are encountered:
Case 1: Sweet oil (no hydrogen sulfide); no stabilization is needed. For this case and assuming that there is a gasoline
plant existing in the facilities (i.e., a plant designed to recover pentane plus), stabilization could be eliminated, allowing the stock tank vapors to be collected [via the vapor recovery unit (VRU)] and sent directly to the gasoline plant,
Case 2: Sour crude; stabilization is a must. For this case, it is assumed that the field facilities do not include a gasoline plant.
It can be concluded from the above that the hydrogen sulfide content in the well stream can have a bearing effect on the method of stabilization.
Therefore, the recovery of liquid hydrocarbon can be reduced when the stripping requirement to meet the H2S specifications is more stringent than that to meet the RVP specified. Accordingly, for a given production facility, product specifications must be individually determined for maximum economic return on any investment.
Stabilization by Stripping
The stripping operation employs a stripping agent, which could be either energy or mass, to drive the undesirable components (low-boiling-point hydrocarbons and hydrogen sulfide gas) out of the bulk of crude oil. This
approach is economically justified when handling large quantities of fluid and in the absence of a VRU. It is also recommended for dual-purpose operations for stabilizing sour crude oil, where stripping gas is used for stabilization. Stabilizer-column installations are used for the stripping operations.
Crude Oil Sweetening
Apart from stabilization problems of ‘‘sweet’’ crude oil, ‘‘sour’’ crude oils containing hydrogen sulfide, mercaptans, and other sulfur compounds present unusual processing problems in oil field production facilities. The presence of hydrogen sulfide and other sulfur compounds in the well stream impose many constraints. Most important are the following: Personnel safety and corrosion considerations require that H2S concentration be lowered to a safe level.
Brass and copper materials are particularly reactive with sulfur compounds; their use should be prohibited.
Sulfide stress cracking problems occur in steel structures.
Mercaptans compounds have an objectionable odor.
Along with stabilization, crude oil sweetening brings in what is called a ‘‘dual operation,’’ which permits easier and safe downstream handling and improves and upgrades the crude marketability.
Three general schemes are used to sweeten crude oil at the production facilities:
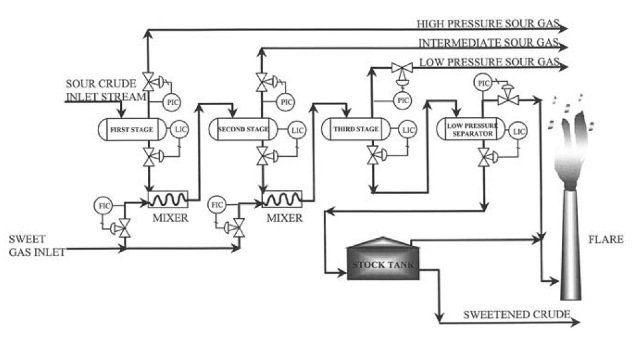
1. Stage vaporization with stripping gas. This process—as its name implies—utilizes stage separation along with a stripping agent.
Hydrogen sulfide is normally the major sour component having a vapor pressure greater than propane but less than ethane. Normal stage separation will, therefore, liberate ethane and propane from the stock tank liquid along with hydrogen sulfide.
Stripping efficiency of the system can be improved by mixing a lean (sweet) stripping gas along with the separator liquid between each separation stage.
The effectiveness of this process depends on the pressure available at the first-stage separator (as a driving force), well stream composition, and the final specifications set for the sweet oil.
2. Trayed stabilization with stripping gas. In this process, a tray stabilizer (nonreflux) with sweet gas as a stripping agent is used Oil leaving a primary separator is fed to the top tray of the column countercurrent to the stripping sweet gas. The tower bottom is flashed in a low-pressure stripper. Sweetened crude is sent to stock tanks, whereas vapors collected from the top of the gas separator and the tank are normally incinerated. These vapors cannot be vented to the atmosphere because of safety considerations. Hydrogen sulfide is hazardous and slightly heavier
than air; it can collect in sumps or terrain depressions.
This process is more efficient than the previous one. However, tray efficiencies cause a serious limitation on the
column height. For an efficiency of only 8%, 1 theoretical plate would require 12 actual trays. Because trays are spaced about 2 ft apart, columns are limited to 24–28 ft high, or a maximum of two theoretical trays.
3. Reboiled trayed stabilization. The reboiled trayed stabilizer is the most effective means to sweeten sour crude oils. A typical Its operation is similar to a stabilizer with stripping gas, except that a reboiler generates the stripping vapors flowing up the column rather than using a stripping gas. These vapors are more effective because they possess energy momentum due to elevated temperature.
Because hydrogen sulfide has a vapor pressure higher than propane, it is relatively easy to drive hydrogen sulfide from the oil. Conversely, the trayed stabilizer provides enough vapor/liquid contact that little pentanes plus are lost to the overhead.
