


Definition of Natural Gas Dehydration:
Removal of water from natural gas by lowering the dew point temperature of the natural gas.
Dew point
..is the temperature to which a gas must be cooled in order to become saturated with water.
Note that
the water content is directly proportional to the dew point … it is recommended to keep dew point as minimum as possible.
Presence of Water in Natural Gas
Natural gas contains water as:
- In liquid form (free water)
- In vapor form (dissolved)
Water present
- At source from reservoir (associated water with gas)
- As a result of sweetening in aqueous solution.
It is necessary to reduce and control the water content of gas to ensure safe processing and transmission.
the major reasons of removing water from natural gas
For LNG water content must be reduced below 0.5 ppm
- To prevent the combination of natural gas with water to form solid hydrate that can plug valves, fittings, or even pipelines.
Question.
Define Gas Hydrates and briefly indicate the conditions of gas hydrates formation and how to prevent it.
Answer:
♦ Gas Hydrate
Are solid that form from combination of water and one or more hydrocarbon gases. In physical appearance resemble ice.
♦ Conditions for formation
It forms at high Pressure and Low Temperature
We can prevent it by
1)Dehydration to eliminate the water that might combine with hydrocarbons.
2)Inhibitors to inhibit the combination between water and hydrocarbons.
- Water can condense in the pipelines causing slug (intermittent) flow and possible erosion (mechanical) and corrosion (pitting corrosion).
- Water decrease the heating value of the gas.
Water Content in Natural Gas :
Water content is stated in a number of ways:
- Mass of water/unit volume lb/MMscf.
- Dew point Temperature.
- Concentration, part per million by volume ppmv.
- Concentration, part per million by mass ppmw.
Water Content Determination:
Water content=f [P,T, Physical Properties (composition)]
As the specific gravity of the gas decreases the ability of the gas to dissolve water increases (i.e.) as C2+ content increases this implies to an increase in the specific gravity reducing the water content in the gas.
Light gases contain higher water content.
There are two methods used to determine the water content:

Where :
Y mole fraction =mole fraction of water in the natural gas
Psat = saturation pressure of water at given conditions ( from tables or Antoine equation, commonly given) in psia.
PT=total pressure of the gas in psia.
The Limitation of this method is that it doesn’t take into consideration the effect of Molecular weight of the gas on its water content.
- Using Mcketta Chart
♦ For γg ≤ 0.6 the water content value from the chart can be considered directly without correction
♦ For γg > 0.6 the water content from the chart is multiplied by the correction factor to be corrected.
IMPORTANCE OF WATER CONTENT DETERMINATION
It is the first step in designing a gas dehydration Unit
GAS DEHYDRATION PROCESSES
- Liquid desiccant (absorption)
- Solid desiccant (adsorption)
- Refrigeration
- Other processes such as Membranes, supersonic Process.
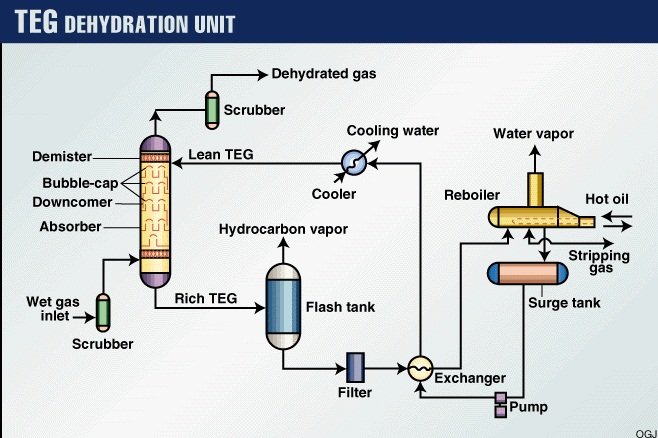
- LIQUID DESICCANTS PROCESS (ABSORPTION PROCESS)
Basis; is mass transfer of H2O from gas phase to liquid phase.
Physical absorption is a process in which the gas is contacted with a liquid that preferentially absorbs the water vapor. The solvent used for the absorption should have the following properties:
- A high affinity for water and a low affinity for hydrocarbons
- A low volatility at the absorption temperature to reduce vaporization losses
- A low viscosity for ease of pumping and good contact between the gas and liquid phases
- A good thermal stability to prevent decomposition during regeneration
- A low potential for corrosion
In practice, the glycols, ethylene glycol (EG), diethylene glycol (DEG), triethylene glycol (TEG), tetraethylene glycol (TREG) and propylene glycol (PG) are the most commonly used absorbents. The basic process for all solvents is same, but they differ in their operating conditions.
the inlet separator is the outlet separator in the sweetening unit.
The stripper has thermal effect, it separates through heating.
The temperature inside the stripper is function of (Pressure inside the tower, composition of solvent).
Temperature must be controlled not to exceed 400°C.
WHAT IS THE FUNCTION OF THE SURGE DRUM?
- This vessel is not insulated in many cases, the lean glycol is cooled to some extent via heat loss from the shell.
- To provide a stable constant level in the tank to maintain constant flow rate form the pump.
THE FACTORS AFFECTING THE OPERATING CONDITIONS
- Degree of dehydration
- Physical properties of the solvent
OPERATIONAL PROBLEMS
- ABSORBER
- INSUFFICIENT DEHYDRATION
- FOAMING
- HYDROCARBON LOSSES
- Insufficient Dehydration
Reasons:
- High water content in lean Glycol (i.e.) Poor Regeneration.\
- Over or Under Circulation
- Over circulation → insufficient cooling → warm solvent → affinity to absorb water is reduced → Contact time is reduced
- Under Circulation → amount of solvent is not sufficient for removing water.
♦ Causes (why does over or under circulation takes place?)
♦ Due to pump problems (wear, leakage…)
♦ Due to surge tank level problems
♦ Temperature of inlet gas increases (i.e.) water prefer vapor phase.
- Reduction in Pressure inside the Absorber.
- Foaming
Reasons
- Increase in gas velocity (Mechanical Reason)
Due to plate plug ( no sufficient free area)
- Presence of impurities (Chemical Reason)
Solid impurities- Corrosion Inhibitor- Well Chemicals (chemicals added to reduce well resistance)
Solution
To install filter (Activated Carbon filter) to remove any foaming materials.
- Hydrocarbon Losses
Reasons
Due to the physical properties of the solvent
Solution
Can be overcome using a condenser after the absorber (this cause water pollution because there is no complete separation).
- STRIPPER
Thermal degradation of solvent is the only problem.
This can be overcome by controlling the temperature inside the stripper not to exceed 400°F depending on the type of solvent.
- REBOILER
- Heat Transfer Problems due to fouling
- Degradation ( maximum temperature at the bottom due to bad temperature Profile)
If solids (NaCl from water in the well) is greater than 1% ; send to the reclaimer.
- SURGE TANK
It is a level control problem
♦ The effect of level fluctuation on process performance:
♦ High level→ High flowrate → over circulation
♦ Low level → Low flowrate→ under circulation
- HEAT EXCHANGER
- Fouling
- Corrosion
- PUMP
Wear problem will lead to leakage
Reasons
Solid impurities cause pitting.
Solution
Install strainer before the pump in suction line.